关键词 |
山东提升机盘型制动器,提升机盘型制动器 |
面向地区 |
材质 |
钢 |
|
加工定制 |
是 |
适用领域 |
建筑工程 |
盘形制动器使用中存在问题
1、液压油管问题
盘形制动器上的液压油管及接头损坏的非常频繁,分析原因是:由于该液压油管使用的是铜管,其长度及弯曲的形状在次安装时是一次成形的,其互换性差;同时在拆除过程中维修人员没有做记号和编号,导致安装时维修人员仅靠感觉进行安装。经多次拆除、安装后,液压油管的安装顺序混乱,已无法回到初的顺序,甚至几台绞车的液压油管掺和到一起使用。另外液压油管在运输中因多种原因被损坏而需要进行维修或更换。
2、液压缸密封问题
盘形制动器在使用维护中发现液压缸的漏油现象比较频繁,初次安装虽没有问题,但使用一段时间和多次安装后出现漏油现象,经现场将液压缸拆开多次观察,主要由于液压缸上的骨架油封的唇口受到磨损所导致漏油。盘形制动器液压缸密封圈使用的是 YX 形橡胶密封圈,也叫骨架油封[3];分孔用和轴用两种,材料为丁腈橡胶(NBR)。因此造成了盘形制动器液压缸漏油,密封圈的消耗量大,液压油损耗较多,频繁影响生产,同时存在安全隐患。
盘形制动闸的优点:
1、多幅制动闸同时作用、制动的可靠性高
2、用电液调压装置来调节制动力矩,操作方便可调性好
3、可实现二级制动、惯性小、动作快、适应性强、重量轻、外形尺寸小
盘式制动器安装闸瓦时候的注意事项:
贴磨各闸瓦,使接触面积应到达闸瓦全面积的60%以上,其贴磨方法如下:
a)、贴磨前,先制动盘干净。
b)、预测贴闸皮时油压值。
c)、预测各闸瓦(制动块)厚度。为闸瓦接触面积以减少贴磨时间,并闸瓦与制动油缸中心线安装后垂直,可先将闸瓦取下,以闸瓦与滑套贴合面为基准刨削闸瓦,直到刨平,再装配到制动器上。
d)、起动主电机进展贴磨闸瓦运转(不得挂钢丝绳和提升容器),贴磨正压力一般不宜过大,略比贴闸皮的油压低0.2-0.4Pa。贴磨闸瓦应在低速下进展。贴磨时应随时注意制动盘温度不得超过80℃(用点温计测量),以免损伤制动盘外表粗糙度。超温时应停顿贴磨,待冷却后再运转。依次断续运转,直到闸瓦接触面积到达要求为止。
为了防止贴磨闸瓦时制动盘磨出沟纹或拉伤,在贴磨过程中还应随时注意观察制动盘的外表情况,如发现制动盘外表出现拉伤或沟纹时停磨闸瓦,用油石或细锉去除。并相应将闸瓦取下检查,如发现金属粒子或碎片嵌入闸瓦内时,应消除干净后再贴磨闸瓦。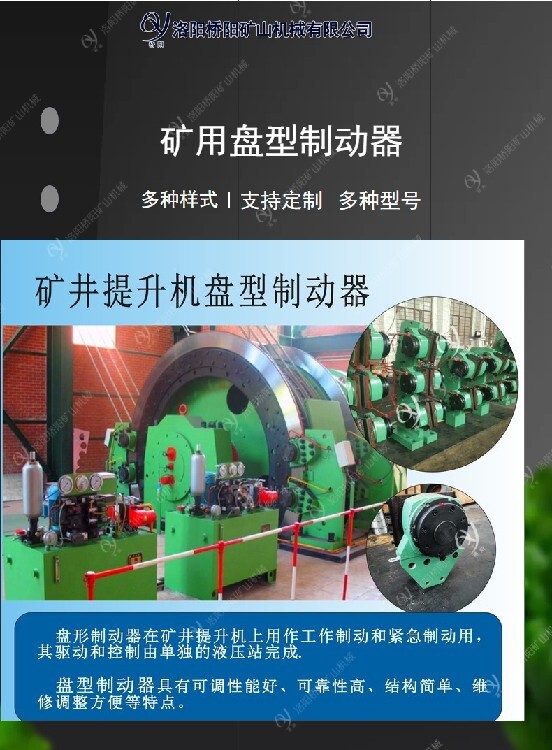
TP系列液压制动器主要与制动盘配套组成盘型制装置,用于大型机电设备的工作制动和紧急安全制动,实现可控制动停车。由于其属常闭式结构,因此也具有定车作用。其型号的含义为:
4.1.2主要技术性能
4.1.2.1、提供平稳均匀的摩擦制动力;
4.1.2.2、产品及零部件互换性好;
4.1.2.3、与电控和液压系统配合,使大型机电设备的停车减速度保持在0.05-0.3m/s2
4.1.2.4、系统突然断电时,仍能大型机电设备平稳地减速停车;
4.1.3使用环境
4.1.3.1、工作环境温度不大于40℃;
4.1.3.2、无足以锈蚀金属的气体及尘埃的环境;
4.1.3.3、无滴水、漏水的地方。
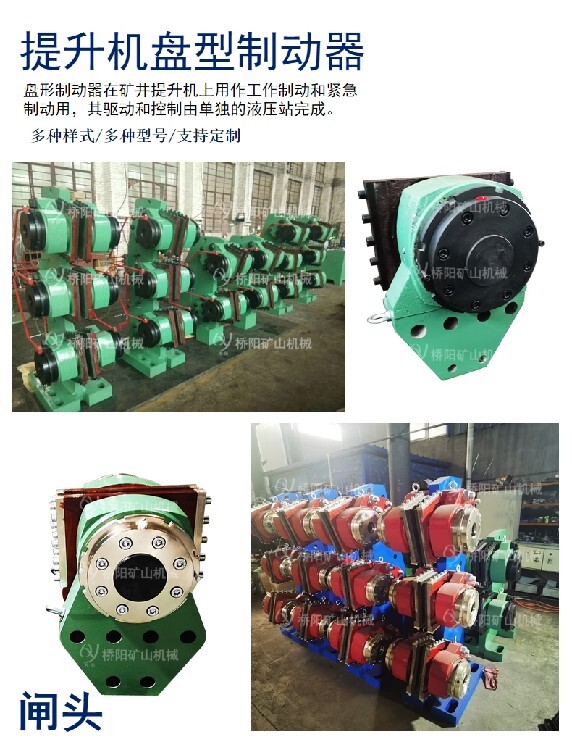
液压制动器的结构如图所示,主要有调整螺母1、活塞2、缸体3、基架4、碟形弹簧5、闸盘6、闸瓦7、制动盘8组成。液压组件可单整体拆下并更换。
液压制动器的制动力是由闸瓦7与制动器8摩擦而产生的。因此调节闸瓦对制动盘的正压力即可改变制动力。而制动器的正压力N的大小决定于油压P与蝶簧5的作用结果。机电设备正常工作时,液压P达大值,此时正压力N为0,并且闸瓦与制动盘间留有1-1.5mm的间隙。即制动器处于松闸状态。当机电设备需制动时,根据工况和指令情况,电液控制系统将按预定的程序自动减小油压以达到制动要求。当闸瓦7磨损,制动器与制动盘的间隙大于2mm时,通过调整螺母1来调整闸瓦间隙。

盘型制动器的调整
4.4.1.1将制动器与液压系统相连,液压系统正常工作后,调整制动盘与制动闸瓦间隙在1~1.5mm。调整时,一副制动器的两个闸瓦应同时调整。调整好后,应进行试运转,并重新测量其间隙,如有变化应进一步调整。
4.4.1.2闸瓦间隙调整好后,系统突然断电,观察制动器闸瓦是否能立刻贴到制动面上,如达不到要求应重新检查,直到调整正常为止。
4.4.2盘型制动器的安装调试要求
4.4.2.1各制动器的制动缸对称中心线水平面与主轴轴心线应在同一水平面内,其偏差△不得大于±3mm。
4.4.2.2在闸瓦与制动盘全接触的情况下,实际的平均摩擦半径不得小于设计的平均摩擦半径。
4.4.2.3支架两侧面与闸盘两侧面的不平行度不大于0.2mm(中心平面)。
4.4.2.4闸瓦粗糙度不大于Ra3.2um,偏摆不大于0.5mm。
4.4.2.5同一副制动器的支架断面与制动盘中心线距离偏差不大于
±0.5mm。制动器的支架端面与制动盘的中心平面的平行度误差不得大于0.2mm。
4.4.2.6同一副制动盘两闸瓦工作面的平行度不应超过0.5 mm。
4.4.2.7闸盘与闸瓦的接触面积大于60%,为闸瓦接触面积以减少贴摩时间,并闸瓦与制动液压缸中心安装后垂直,应先将闸瓦取下,以衬板为基准刨削闸瓦,直到刨平,再装配到制动器上。
4.4.2.8装配好的制动器小心地吊到各个已找正好的垫板上,穿上地脚螺栓,但螺母不要拧紧,由液压站向制动器充油,各制动器开始制动使各闸座在正压力的作用下移到正确位置。再重复动作2~3次观察各闸座有无偏移。若无变形就可以将地脚螺栓的螺母拧死,进行二次灌浆,将垫板灌在水泥沙浆中,闸座不要灌死,以便大修时取出。

昆明本地提升机盘型制动器热销信息