关键词 |
巴彦淖尔激光淬火设备,激光淬火设备企业,内蒙古激光淬火设备,兴安盟激光淬火设备 |
面向地区 |
激光淬火加工的优势与挑战
1、优势
:激光束的聚焦特性使得淬火区域的控制极为,减少了热影响区的范围。
能:激光淬火过程快速,生产,适用于大规模生产。
量:淬火后的材料表层硬度高、耐磨性好,有效延长了部件的使用寿命。
灵活性:可针对复杂形状和特殊位置进行局部淬火处理,满足多样化需求。
2、挑战
成本:激光淬火设备价格昂贵,初期投资较大。
技术难度:激光淬火工艺参数的优化和控制较为复杂,需要丰富的经验和知识。
后续处理:淬火后需进行严格的后续处理,以确保部件的整体性能。

激光淬火的特点以及几种不同的表述方式:
1、加工:通过快速加热(105~106ºC/s)和快速自冷(105 ºC/s)的方式,可以提高扫描速度和生产率,从而取代传统的淬火方式。
2、 淬火质量均匀可控:激光相变硬化相比常规相变硬化具有更高的硬度,可获得极细的硬化层组织。采用大功率的激光器,可以实现硬化层深达2mm。淬火质量可以控制,并且激光相变硬化比常规相变硬化更具有优势,硬化层可以更细,同时采用大功率激光器可以提高硬化层的深度至2mm。
3、加工变形小:由于激光加热速度快,所以热影响区相对较小。这导致相变硬化应力和变形相对较小。
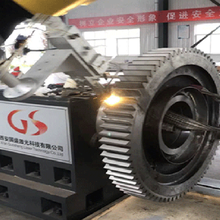
4、淬火区域可选: 可以用于淬火的区域有多种选择,能够对形状较为复杂的零件,以及无法使用其他常规方法进行处理的零件进行硬化处理,例如带有凹槽的零件等。
5、自动化程度高:工艺过程可以通过计算机控制实现自动化,从而实现高自动化程度。这种高自动化程度使得产品生产过程可以纳入自动化流水线中,从而提高生产效率。
6、绿色环保: 激光相变硬化热量传导自冷,无需使用水、油等冷却介质,也无需添加功能合金材料,实现了环保和节能。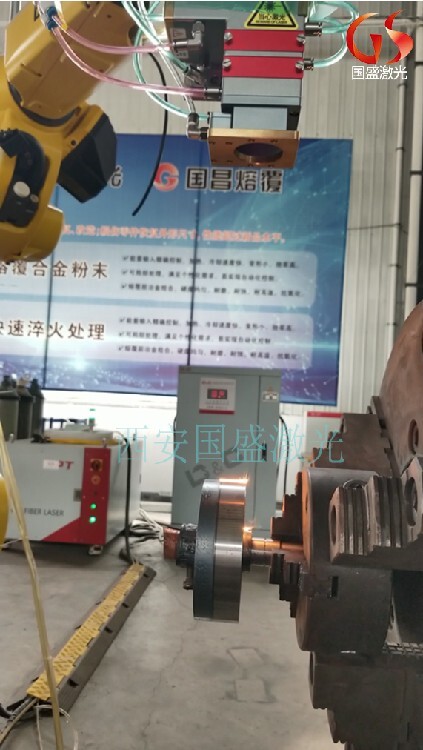
激光淬火预处理工艺的选择:
1、材料的选择
对于激光淬火零件,应根据其所用材料,确定所需零件的激光淬火工艺方案。如果零件是由碳、氮或铬等元素组成的,则应在激光淬火之前进行脱碳处理。
2、工件材料尺寸大小和形状的选择
一般情况下,工件材料的尺寸越小,其熔点越高,相对地冷却速度越慢。因此,对一般钢材而言,当激光功率密度不大时其适宜尺寸较小;对于耐磨性要求较高但尺寸又较大的零件而言,宜采用高功率密度激光淬火工艺方案。

激光表面淬火的技术特点
与工厂现有的中高频淬火和渗碳淬火相比,激光淬火具有以下特点:
1、是功率密度高,加热速度极快,零件变形极小。热处理工艺可以控制变形,工件处理后不需要磨削,可以作为零件精加工的后一道工序。
2、可用于形状复杂的零件;如盲孔、内孔、小槽、薄壁零件等。,可以治疗或部分治疗,也可以根据需要在同一部位的不同部位进行不同的治疗。它可以克服高频淬火由于感应器的限制,难以对形状复杂的零件进行表面淬火,加热面积难以控制,薄壁零件淬火时容易开裂的问题。大型零件的加工,在渗碳、淬火等化学热处理过程中,不需要受炉子大小的限制。
3、具有普遍性。由于激光焦点较深,淬火时对零件的大小、尺寸、表面没有严格的限制。但是,现有的中高频淬火为各种零件制作合适的感应器。
4、对于一些淬火温度较高的不锈钢零件,淬火温度和熔点温度非常接近,使用感应器对产品进行局部表面淬火时容易烧伤边角或不规则零件,导致零件报废,而激光表面淬火则不受此限制。
5、激光淬火是一种清洁、、环保的淬火工艺,冷却速度快,不需要水、油等冷却介质。
6、表面硬化层组织细密、硬度高、耐磨性好,能满足浅硬化层深度(一般0.3~2.0mm)的表面硬化产品的要求。
激光预处理过程中应注意的问题:
1、激光能量密度高,需要进行充分的预热,以材料达到一定程度被充分加热和均匀加热,激光能量集中于需要保护部位;
2、在加热过程中不要让金属材料在淬火后冷却,而是让它再加热一段时间,以便获得更高温度下的淬火组织。
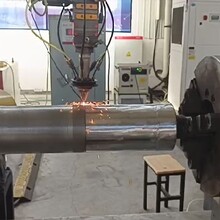
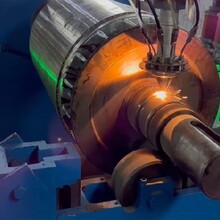
走轮激光淬火加工工艺流程如下:
1、将走轮放置在激光淬火装置上,调整位置,使其表面与激光束对齐。
2、打开激光器,将激光束照射在走轮表面,使其快速加热到淬火温度。
3、开启冷却系统,使走轮表面快速冷却,实现淬火处理。
4、关闭激光和冷却系统,取出走轮,完成淬火过程。