关键词 |
插齿机滚齿机,插齿机插齿,插齿机,插齿机插内齿 |
面向地区 |
刃径 |
4mm |
|
刃长 |
3~70mm |
是否进口 |
是 |
是否涂层 |
是 |
适用机床 |
多款供选 |
材质 |
硬质合金 |
渭柏精密提供的键槽加工动力刀座,与其他技术相比,可以在一个非常短的时间内实现键槽加工,而不需要在两台设备上加工完成,所有的加工都在车削中心动力刀塔上完成,可以减少加工周期。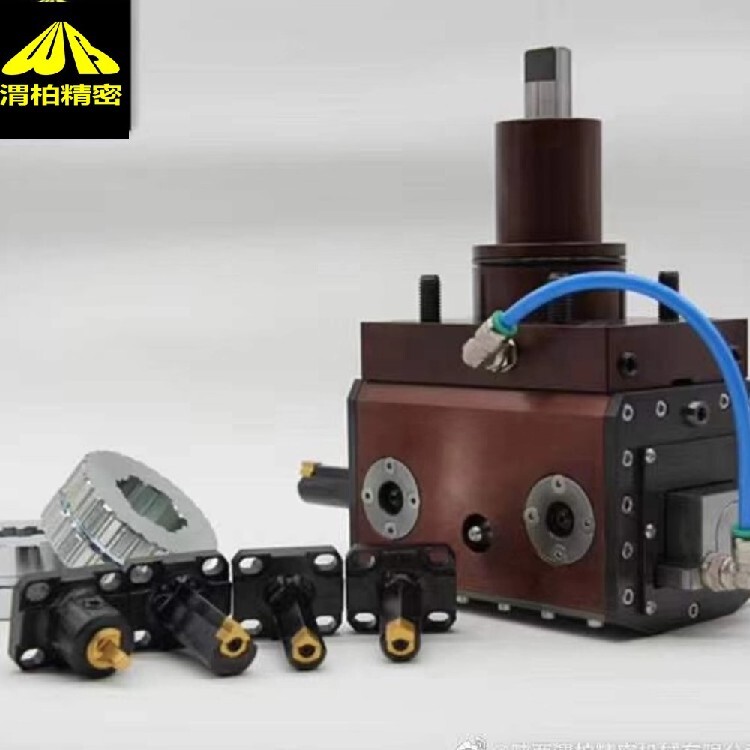
插齿动力刀座加工参数:
1可插35 50、65毫米3种长度的键槽。
2.31:4的减速比(将1.600rpm的转速转化为每分钟400个冲程)使插槽刀座可在功率有限的情况下加工硬质材料.
插槽刀座可用于多种机型,NL/NZ 森精机MORI SEIKI,Biglia,中村留Nakamura(WT150/Supermill ),大隈OKUMA( LB3000/4000/LT2000),VDI40 (轴向和径向刀座),斗山DOOSAN(BMT-55/65 )和TAKISAWA
REV插削动力刀座如何上油:
为了保持机械性能,我们建议每使用 10 个小时后,对插削机进行一次上油,上述时间是仪器实际使用的时间(请参见注油计算示例)。使用 Persian Poligrease EP 1。当意识到油脂从移动滑架的周边区域中流出时,请暂停上油。注油计算示例如果生产一个工件需要 2 分钟,完成单一键槽需要 10 秒钟,那么在约 3600 件工件之后,执行注油。
REV插削动力刀座维护方法:维护:
长时间使用(约 1000 小时)后,有必要对插削机进行维护,更换易磨损的零件,例如轴承、密封条等。
该机动化插削机能够执行内部或外部加工。
根据如下指示反转机动化旋转方向就可以了:
指令 M04 = 内部加工
指令 M03 = 外部加工。
根据是内部加工还是外部加工,通过将镶件定向在切削方向上来固定仪器。
S在返回阶段分离
在返回阶段,刀具将从已加工表面分离 0.25 毫米。这项移动操作对于保持镶件的完整性是的。
REV键槽插齿动力刀座内部加工效率:单个键的完成时间为 6 秒,而八个加工过程需要的总时间约为 50 秒,代理渭柏精密机械
| 主营行业:顶尖/顶针 |
| 公司主营:进口机床刀具,进口机床附件,量具 |
| 主营地区:陕西西安 |
| 企业类型:有限责任公司(自然人投资或控股) |
| 注册资金:人民币3000000万 |
| 公司成立时间:2016-03-24 |
| 经营模式:贸易型 |
| 最近年检时间:2017年 |
| 登记机关:西安市工商行政管理局灞桥分局 |
| 经营范围:机电设备、五金交化、仪器仪表、工业材料、计算机硬件及配件、通信设备、电子产品的销售;货物与技术的进出口业务。(依法须经批准的项目,经相关部门批准后方可开展经营活动) |
| 公司邮编:710000 |
| 公司电话:029-83321180 |
| 公司传真:029-83321180 |
昆明本地插齿机-插齿动力刀座热销信息
站内来访