关键词 |
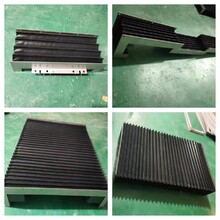
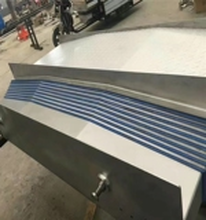
车床钢铝拖链,钢铝拖链标准金属拖链,上海钢铝拖链,打孔钢铝拖链 |
面向地区 |
材质 |
金属 |
|
是否库存 |
否 |
是否批发 |
是 |
适用机床 |
加工中心 |
拖链电缆的绝缘层和护套层生产的基本方式是采用单螺杆挤出机连续挤压进行的。那么在基础工艺过程中,拖链电缆常见的质量问题有哪些呢? 1.电缆塑料焦烧:塑料焦烧是塑料挤出过程中常见的质量缺陷,其主要表现为:温度显示;挤出塑料层有焦粒;合胶缝处有连续气泡。其产生的主要原因有:温度控制达到塑料热降解温度;螺杆长期未清洗,积存的焦烧物随熔融塑料挤出;加温或停机时间过长,使机筒内塑料长期受热而分解;控温仪表失控或失准,造成高温分解。 2.挤出物塑化不良:在前面讲到温度控制要求中曾经提到过塑化问题,一般塑化不良主要表现为:挤包层塑料表面发乌,无,并有细小裂纹;挤包层在合胶处有明显的线缝;温度控制不合规范是导致挤出物塑化不良的主要原因,具体包括:温度控制太低;绝缘或护套料中混有不同性质的其它塑料粒子;螺杆转塑太快,塑料未能完全塑化;塑料本身存在质量问题。 3.挤包层断面有气孔或气泡:挤包层断面有气孔或气泡产生的主要原因包括:温度控制过高(特别是进料段);塑料受潮有水分;长时间停车,分解塑料未排除干净;自然环境湿度高;电缆芯线内有水或气化物含量过高。 4.挤包尺寸不合格:挤包尺寸不合格的确主要表现为偏芯、护套厚度、外径超差。其主要形成原因有:挤出和牵引速度不稳定;缆芯外径变化太大;挤出温度过高造成挤出量的减少;塑料内杂质过多阻塞于过滤网使塑料流量降低;收放线的张力不稳定;模芯选择过大(挤压式)或模芯承线区长度太短而偏芯;模间距选择不合适;挤出机头的温度不均匀;挤出模具的度未调整好;进料口温度过高使进料困难影响料流等等。 5.纵包带粘结强度不合格:产生纵包带粘结强度不合格的主要原因有:挤出物温度太低;生产线速度太快,使护套被冷却;热水槽温度太低,且离模口较近;配模拉伸比太小,或配模不合理,使其形成松包;纵包带复合膜熔点太高; 6.挤包外观不合格:挤包外观不合格主要表现为挤包层表面有擦伤;毛糙有沙眼或微裂纹;由塑化不良引起的任何缺陷。其主要原因为:挤出模套选择不合理。挤出模套中有杂质卡住擦伤护套表面。挤出机头加热温度过高引起毛糙,或温度过低引起微裂纹;模套定径区有损伤;护套在水槽内擦伤等等。 以上总结了拖链电缆挤出工艺过程中一些常见的质量问题,以供大家参考。
拖链电缆比一般电缆要软,但不是越软越好,它的绝缘是有很强的耐机械疲劳强度的,所有是有一定硬度的;而一些软线除了导体细,它的绝缘也是非常柔软的,小半径的安装布线和低频率的弯曲是没问题的,但机械弯曲寿命和的拖链电缆比差距还是很大的。
品应用: 该系列电缆用于工业自动化,机电成套设备,机床等机械设备,物流传输系统,生产线等控制系统中电气连接,特别适合用于工业环境中,干燥或者潮湿的室内室外移动安装。PUR外护套使此款电缆适用于极其苛刻的工业环境和有腐蚀性冷却剂和润滑油场合,具有好的耐油性,抗磨损性,抗微生物,抗水解,抗化学腐蚀,抗紫外线,保护电缆不受机械应力的损害。可用于拖链系统中,适合频繁弯曲。 产品结构: 导体:多股细绞成束裸铜丝,符合UL 758标准 绝缘:特制PVC混合材料 芯线:芯线绞合成缆,芯线颜色符合VDE 0293 JZ 黑色芯线 白色数字编码 带黄绿导线 JB 彩芯线 带黄绿导线 OZ 黑色芯线 白色数字编码 不带黄绿导线 OB 彩芯线 不带黄绿导线 外护套:特制PUR混合材料 外护套颜色:黑色和灰色 技术参数: 工作电压:U:1000V UL+cUL U0/U:0.6/1KV 测试电压:4000V 绝缘电阻:≥20MΩ/Km(20℃) z.ui小弯曲半径:移动安装:大约7.5×D(线缆外径) 固定安装:大约4×D(线缆外径) 工作温度:移动安装 -10℃到+80℃ 固定安装 -40℃到+80℃ 移动特性: 1、敷设行程:100M,加速度40m/S²,移动速度5m/S 2、弯曲寿命:30次/分钟,>500万次 特性: 1、耐油,防水解和微生物 2、抗,耐臭氧,耐酸碱,抗溶剂 3、高耐磨性,耐刻痕,能承受重的机械负荷