经过两三次回火后将圆刀片放置在常温空气中冷却,这样圆刀片的热处理就完成了。要记住,不管是圆刀片还是其他刀片,使用时候的硬度都是经过回火得到的,一般经过淬火加温后得到一个较高的硬度,然后经过回火再来得到想要的圆刀片硬度。
分切圆刀主要有上下圆盘刀剪切和圆刀揉捏式分切两种方法。圆刀分切是分切厚膜、复合厚膜、纸张等材料的主要分切方法。分切材料膜材厚度在100um以上建议选用圆刀分切。
上、下圆盘分切刀片方法使用广泛,主要有切线分切与非切线分切两种。切线分切为材料从上下两圆盘刀的切线方向分切,这种分切对刀比较方便,上圆盘刀和下圆盘刀可根据分切宽度要求,很容易当地接调整方位。它的缺点是材料很容易在分切处产生漂移现象,所以精度不高,现在一般不必。非切线分切是材料和下圆盘刀有一定的包角,下圆盘刀落下,将材料切开。这种分切方法能够使材料不易产生漂移,分切精度高。可是调刀不是很方便,下圆盘刀安装时,将整轴拆下。圆刀分切适合分切比较厚的复合膜和纸张类。
刀片的刃磨精度与刃口角度也是影响所以寿命的因数之一,分切刀片一般选用单刃刀口规划,其磨刃角度在30°左右。一般,刀口斜角面在裁切过程中承受着摩擦力比较大,在纸边的摩擦下,刀片的斜面很快被磨损,考虑到裁切物抗切力大小的前提下,磨刃的角度可以应尽量小。
分切圆刀片材质与工艺:产品选用材料如:(T10、9CrSi、6CrW2SiCr12MoV、LD、SKD-11、SKH-2、SKH-51、M2、W6Mo5Cr4V2(SKH)、钨钢等)作为原材料。对纵切、横切的刀具精度要求较高,切断阻力小,耐磨性大,刃口锋利持久。井应用了高科技技术,将刀片进行陶瓷复合及刀片表面碳化钨镀层处理、这样刀片在分切时,不易磨损而且也不帖粉沫,减少了分切时的摩擦力,解决了这一难题,大大提高了分切精度和速度,井延长了刀具的使用寿命。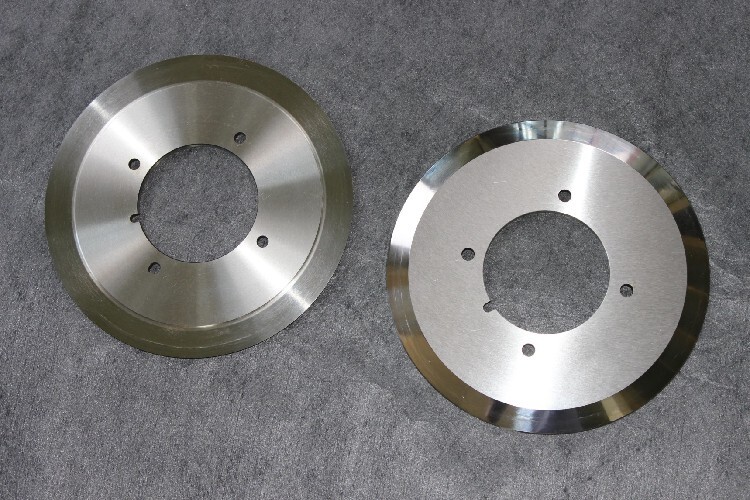
影响分切机刀片效果的原因
制刀材料是分切机刀片与否的关键因素;普通裁切纸塑、薄膜类的刀片,应该选择含铬较高的SKD-11合金钢;高速分切机刀片需要具备很高的耐磨性,所以,高速钢是好的制刀材料;一般情况下,刀片的程度和热处理硬度成正比;所以,的分切机刀片,经淬火处理后的刀刃部硬度可达HR55~60,而使用高速钢材料制造的刀片,还需要经过真空热处理才能够达到理想的硬度和韧性。刀片的刃磨精度与刃口角度也是影响所以寿命的因数之一,分切机刀片一般采用单刃刀口设计,其磨刃角度在30°左右。通常,刀口斜角面在裁切过程中承受着摩擦力比较大,在纸边的摩擦下,刀片的斜面很快被磨损,考虑到裁切物抗切力大小的前提下,磨刃的角度可以应尽量小。选择刀片时应该把裁切材料的质地考虑进来;在裁切过程中,刀口变钝的速度和所切材料的耐磨性有关。裁切质地越硬、韧性越大的材料时,所选择的分切机刀片质地和硬度应该越好。分切机刀片是使用在印刷、包装行业的刀片,裁剪精度、锋利程度及使用寿命在很大程度上左右着产品的生产效率;合理的选择和所以分切机刀片,可以更好增加成品的生产效率和换缩短刀时间。
中山从事分切圆刀片设备,圆形刀片
更新时间:2023-12-03 08:06:10







收藏
举报